
环境为本/开拓创新/团结协作
求真务实/精益求精/共创未来
7×24小时服务热线:15226607333
环境为本/开拓创新/团结协作
求真务实/精益求精/共创未来


咨询电话
15226607333
我们自成立起即建立了高标准并始终坚持到今天,这使得我们赢得了稳固的声誉。 我们的品牌及声誉既有助于我们吸引新客户和人才, 又有助于我们保持现有客户和员工的稳定,从而不断强化我们的市场份额。
了解我们>>


我们一直致力于在业务运营、公司治理以及人才及文化培育方面遵守实践经验。 通过向客户提供高质量的产品和服务, 我们相信,我们是拥有有影响力的企业。
更多产品>>我们拥有高质量、多元化的客户基础(主要包括行业内的公司)。 我们与客户建立并保持长期合作,并致力为其提供全面的产品和服务。 我们通过与客户的深入接触,以及对客户业务的深刻理解,赢得了客户的忠诚度。
更多产品>>

我们真诚与合作的企业文化营造产生创意解决方案的环境。 我们高素质的专业人才,以及他们的视野和丰富经验使我们能够牢牢把握市场脉搏,提供创新型产品与服务,满足客户的需求。
服务中心>>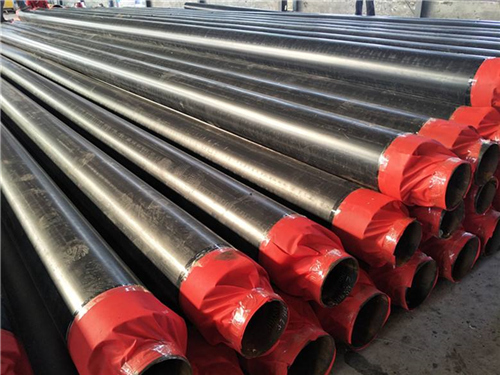
在当今飞速发展的工业和建筑领域,一种创新的管材正以其**的性能和广泛的应用,成为众多项目的** —— 聚氨酯保温钢管。聚氨酯保温钢管,是科技与品质的**融合。它的外层采用坚固耐用的钢管,为管道提供了强大的支撑和抗压能力。而中间的聚氨酯保温层,··· 【更多详情】
[2024-10-24]

随着 “双碳” 目标的深入推进,绿色低碳已成为保温钢管行业发展的核心导向。近期,行业在原材料选型、生产工艺优化及回收利用等环节不断突破,推动保温钢管产品向更环保、更节能的方向升级。在原材料创新方面,生物基聚氨酯保温材料的研发取得重大进展。传统··· 【更多详情】
[2025-07-14]

微信号:15226607333
扫一扫二维码添加好友


















